
Neeli Aqua


Neeli Aqua Specifies Flowfresh for New Shrimp Processing Facility
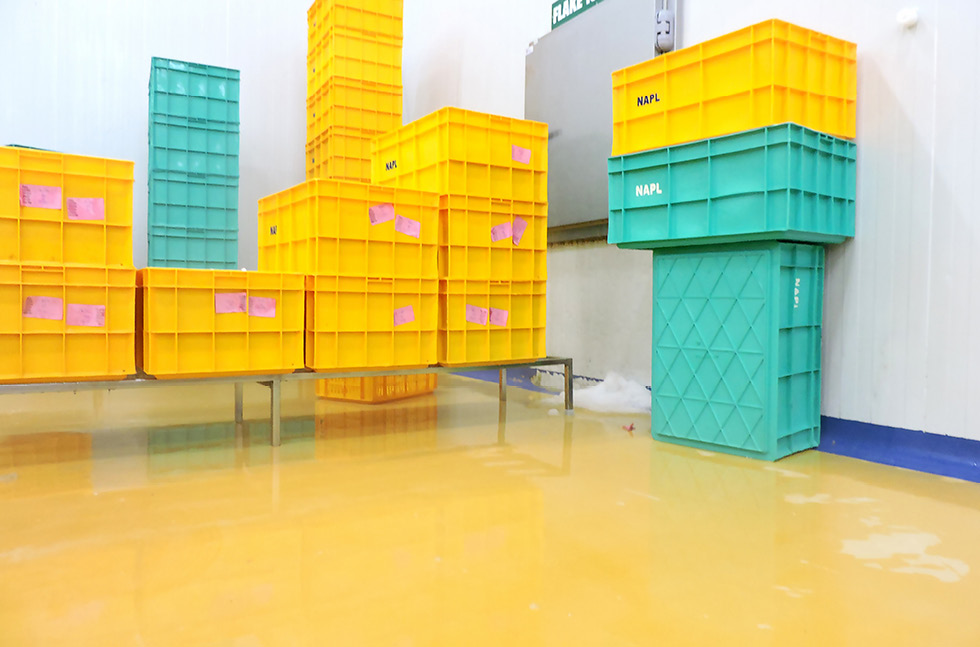
Flowcrete India has been working with Neeli Aqua India Pvt. Ltd. to create a high performance floor for the aquaculture firm’s new shrimp processing facility in Ongole, Andra Pradesh.
The client required an antimicrobial flooring solution that would be able to maintain an effective finish despite constant foot traffic, exposure to liquids and food by-products, heavy equipment and exceptionally cold temperatures.
To achieve this, 2,700m2 of the polyurethane resin flooring material Flowfresh MF and the water-based Flowfresh Primer was installed across the factory’s complete processing line in 30 days. This included in the processing, filling, transfer and peeling areas as well as the anteroom. The antibacterial additive Polygiene® is incorporated within every Flowfresh system, empowering it with the ability to eliminate 99.9% of bacteria in contact with the floor.
Neeli Aqua recognised that several aspects of the site’s daily operational activity would need to be accounted for in its flooring choice. For example, not only was it imperative that the floor retains a sanitary surface but the large quantities of ice and water onsite would inevitably lead to spillages which could create a slippery, unhygienic situation. An anti-slip, easy to clean system with in-built drainage was therefore vital to ensuring that these risks would be minimised.
In the site’s cold storage area the floor would need to withstand the extreme -50°C temperature. Flowfresh is ideal for environments like this, as its robust properties means that it can survive for an extended period of time despite these conditions.
Flowtex F1 Coving Mortar was also installed along the edge of the processing area to create a seamless transition between the floor and the wall.
Project Details
- Client: Neeli Aqua India Pvt. Ltd.
- Products: Flowfresh Antibacterial Resin Flooring
- Market Sector: Food and Drink
- Location: Ongole, Andra Pradesh
- Year: 2015






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}